医用刮刀涂覆:方法、涂覆厚度及设计
刮刀涂布(又称刀片涂布)是一种用于在基材上施加薄而均匀溶液层的常见技术。该工艺通过使用刮刀将涂层溶液铺展于表面实现。
该方法广泛应用于多个行业,包括纸张与包装涂层、纺织品、电子器件及医疗设备领域。作为一种简单、通用且易操作的技术,它能制备出薄且均匀的涂层,这对各类产品的高质量表面处理至关重要。
为实现所需的涂层特性,需精确控制刮刀高度、角度、基材、速度及材料粘度等因素。该技术因其高精度、可扩展性及对不同材料与应用的适应性而备受重视,使其成为科研与工业生产中的关键工艺。
刮刀涂布既可手动操作,也可实现自动化。自动化刮刀涂布机以设定速度移动刮刀涂布器于平台上,从而形成均匀涂层。
1 刀片刮涂的过程
图 在开始涂膜之前,必须准备好涂膜溶液和基底。
刮刀涂布工艺流程包含以下关键步骤:
①溶液制备
首先需配制涂布溶液。涂料(液态或浆料)需具备适当的粘度与流变特性,以确保涂布过程顺畅。
②设备设置
正确安装基材与刮刀。刮刀涂布兼容多种基材类型,包括:单个或多个小型基材、大面积基材、连续卷材、单张片材。
③涂布实施刮刀与基材精确对准后,将涂布材料施加于刮刀前方的基材表面。
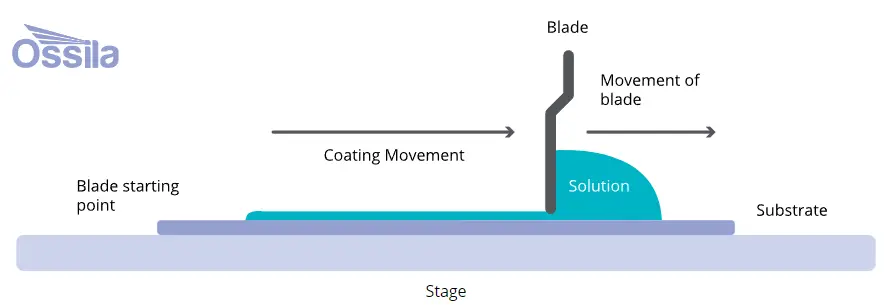
图 刮刀涂布工艺流程详解,刮刀以预设高度悬置于基材表面,该间隙决定膜层厚度。
具体步骤如下:
①铺展与平整
刮刀移动时延展涂布材料,形成均匀湿膜。除间隙外,以下因素协同影响膜厚:
-刮刀倾斜角度
-涂布速度
-涂布材料特性(如粘度、流变性)
②干燥/固化
湿膜涂布完成后,基材需经干燥或固化处理以实现涂层固化。常用固化方法包括:
-热固化
-紫外线固化
-气刀干燥
-其他定制化固化技术固化方式与干燥速率对涂层性能(如均匀性、机械强度)具有决定性影响。
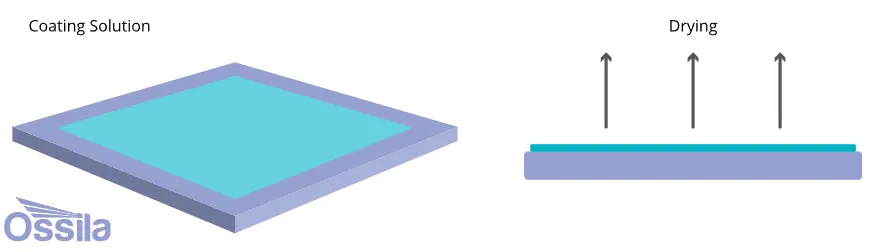
图 刀片涂层后涂层退火
2 刀片涂布的设计
刮刀涂布系统组成要素
2.1 刮刀类型与材质
刮刀是涂布系统的核心组件,通常由不锈钢、陶瓷或塑料材质制成,材质选择取决于耐久性、耐腐蚀性及与涂布材料的相互作用需求。刮刀刃口可设计为锋利、圆角或斜面形状,以适应不同涂层厚度与材料特性要求。刮刀高度(与基材间隙)、倾斜角度及施加压力均可调节。
刮刀类型:
①固定式刮刀
最常见类型,刮刀以固定间隙静止于基材上方。适用于需精确均匀涂层的场景(如薄膜光伏、电子器件制造),可确保设定膜厚。
②可调式刮刀
适用于需灵活调整膜厚的应用(如柔性电子或不同粘度溶液涂布)。无需更换刮刀即可通过调节间隙实现膜厚控制,微调功能提升工艺适应性。
③旋转式刮刀
配备滚动机构,刮刀移动时可绕轴旋转。适用于大规模涂布场景,减少摩擦并提升涂布效率。
④与刮条涂布对比
对柔性或脆弱基材,可选用圆杆式刮条(如梅耶棒)替代平刃刮刀。圆杆设计优势包括:
-施压更均匀,避免平刃刮刀局部高压
-降低对脆弱基材的损伤风险
-但刮条涂布厚度精度低于刮刀涂布,更适用于精度要求低、侧重均匀性的厚涂层场景。
2.2 刮刀角度调控
刮刀倾斜角度直接影响最终涂层的厚度与均匀性,需根据工艺需求精确调节。
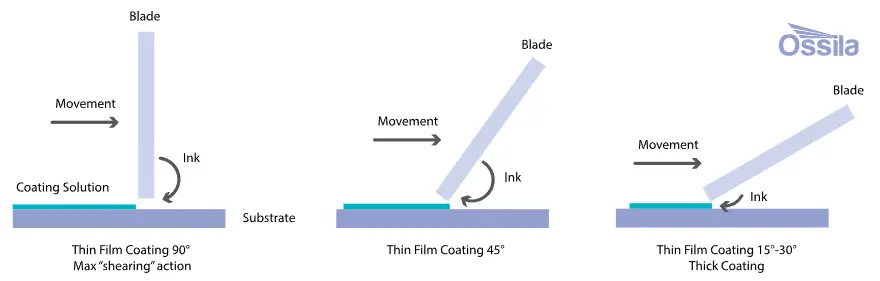
图 刀角对膜厚有显著影响
刮刀角度对涂层厚度的影响机制
①垂直刮刀(90°)
该角度施加最大剪切作用,刮刀位置产生强剪切力,有效限制涂布材料流动并精准调控残余层厚度。此角度可形成超薄均匀涂层,适用于精密光学器件与微电子领域。
②45°倾斜刮刀
剪切力平衡材料去除与保留:限制底部液体流动,仅允许有限材料通过,形成中等厚度涂层。适用于需兼顾材料保留与厚度控制的场景。
③浅角度刮刀(15°-30°)
通过降低材料受压强度促进厚涂层形成。适用于:
-高粘度材料(如电池浆料)
-需高沉积量的粘合剂涂布
2.3 基材固定与张力系统
基材的定位与张力需精确调控,以确保涂层均匀性。基材必须保持平整对齐,避免移动、褶皱或变形影响涂布效果。涂布系统需适配基材类型,综合考虑其柔性、厚度及对压力或温度的敏感性。
2.4 溶液输送系统
部分刮刀涂布机配备储液器,保障涂布材料持续稳定供应。大型自动化系统通常集成精密泵控模块,实现复杂供液管理。涂布材料可直接施加于基材表面(刮刀延展前),或通过辅助组件(如辊筒)间接施加。刮刀及其他接触部件材质需与涂布液兼容,防止化学腐蚀或磨损。
控制系统类型:
①基础系统:采用手动调节装置,所有参数通过机械旋钮或手柄调整。
②高级系统:配备数字化控制面板或计算机接口,实现全参数精准调控与工艺自动化。自动化系统内置专用软件,集成运动控制、压力反馈及实时监测功能。
2.5 自动与手动涂布机对比
在手动刮刀涂布中,操作者需手动控制刮刀及整个涂布流程,包括调节刮刀高度、倾斜角度及施加涂布材料。而自动刮刀涂布由自动化设备(如计算机控制系统)控制刮刀与基材运动,实现实验全流程自动化。
手动系统通过旋钮调节刮刀参数,随后需人工拖拽刮刀完成涂布。自动系统则采用软件控制电机驱动刮刀,确保沉积速度恒定,从而获得更均匀的薄膜。部分系统配备刮刀高度控制机构,精准调控刮刀与基材间隙。
手动刮刀涂布常用于研发初期及小规模生产,适用于对灵活性与低成本要求较高的场景。
自动刮刀涂布机优先应用于工业化量产环境(如电子、医疗设备、大型纸品包装生产),其对工艺一致性、效率及精度要求严苛。在重复性与一致性为核心考量因素的场景中,自动系统同样为首选。

3 刀片涂膜厚度
实现湿膜厚度的精准控制,湿膜厚度的准确性与一致性对最终产品性能(如颜色、导电性、阻隔性能、附着力)至关重要。
刮刀涂布湿膜厚度计算公式。该公式描述了刮刀涂布工艺的核心参数关系:
-湿膜厚度(h):涂布后、干燥/固化前的涂层厚度
-流量(Q):单位时间涂布材料体积(如升/分钟),决定可沉积材料总量
-涂布速度(v):基材或刮刀移动速度(米/秒)
-基材宽度(w):涂布区域宽度(米/厘米),垂直于涂布方向
公式解读:湿膜厚度与流量成正比,与涂布速度及基材宽度成反比。
-流量(Q)增加 → 湿膜增厚(其他参数不变)
-涂布速度(v)或基材宽度(w)增加 → 湿膜减薄
工艺参数调整建议:为获得目标湿膜厚度,需调节流量、速度或刮刀间隙。材料粘度与表面张力亦为关键因素:
-高粘度材料:流动性差,需更大施力铺展,易形成较厚湿膜
-表面张力:影响湿膜自流平性,决定最终表面平滑度
-刮刀配置影响:刮刀角度、施加压力及柔韧性直接影响涂层厚度、均匀性与表面质量。通过调整这些参数可优化涂层性能。
4 刮刀涂布的优点
4.1 大面积涂布
刮刀涂布专为快速、可重复地在大面积区域涂布薄膜而设计。大多数实验研究使用小面积涂布少量材料,通常采用旋涂等技术。在概念验证实验后,研究的下一重要阶段是探索工艺的可扩展性。若您的目标涉及实际应用(如生产新型太阳能电池或电池技术,或生产医疗设备),刮刀涂布可成为测试材料或工艺可扩展性的有力工具。
4.2 高通用性
该技术可处理多种不同粘度和化学成分的涂布材料。刮刀涂布用于涂布浆料、液体和膏体的薄层。
4.3 快速、可靠且可重复
刮刀涂布可快速涂布大面积区域,这对高通量生产有利。其简单性使其成为非常可靠的工艺,且技术成熟,有助于确保结果可靠且可重复。
4.4 相对低浪费
相比其他涂布技术(如浸涂需大量多余材料,或旋涂90%的材料被浪费),刮刀涂布可减少实验材料用量。涂布后多余溶液可收集过滤并重复使用。
4.5 易用且易优化
相比其他大面积涂布技术(如狭缝涂布),刮刀涂布需优化的参数较少。仅需更换刮刀即可调整厚度,且一旦确定有效工艺,可轻松重复实现。
5 刮刀涂布的缺点
①难以实现均匀涂层
实现均匀涂层需精确设置和校准刮刀,结合大面积涂布特性,其优化复杂度高于旋涂等技术。刮刀涂布技术精度较低。
②不适用于极薄涂层
无法涂布厚度低于数十微米的薄膜。
③材料限制
-含大颗粒或高固含量的材料可能导致刮刀堵塞或表面缺陷。
-粘度极低或极高的材料难以均匀涂布,限制可用材料范围。
6 刮刀涂布的应用
刮刀涂布是一种通用技术,广泛应用于工业与科研领域,可控制大面积涂层的厚度、均匀性和材料沉积。
6.1 工业应用
刮刀涂布常见于印刷和包装行业,用于在纸张、塑料等基材上涂布均匀的油墨、清漆和防护涂层,确保印刷材料的色彩一致性与耐久性。亦用于层压工艺中的粘合剂和涂层涂布,为包装提供防护屏障并提升外观。
在液晶显示器(LCD)、有机发光二极管(OLED)和触摸屏制造中,刮刀涂布用于沉积导电层和绝缘层,这些功能层的薄膜对设备性能至关重要。
工业应用需严格质量控制,通过先进检测系统监控膜厚、均匀性和表面质量,以确保涂层符合标准。
6.2 研究应用—实验室技术的规模化
实验室中,刮刀涂布广泛用于研究聚合物、复合材料和纳米材料等薄膜材料,探索其新特性、结构和应用。
在显微分析等需制备均匀薄膜的技术中,刮刀涂布具有重要价值。
需注意,实验室中实现相同水平的均匀性和一致性可能需要先进设备与工艺控制系统。规模化还意味着需管理更大量的涂布材料,可能需专用供料系统和环境控制,其目的是防止污染,同时确保质量一致。
原文网址:https://www.ossila.com/pages/doctor-blade-coating?_pos=2&_sid=1607954cc&_ss=r