科技论文分享 / 工业应用
前沿
核心导读
- 质量检验的核心在于把缺陷识别前移到制程中,减少不良品流入后段。
- 图像检测、形状追踪与自动化过程控制可提升稳定性,并降低人工判断差异。
- 将检测对象、缺陷类型与设备参数对应起来,是建立可靠工艺窗口的关键。
前沿
近年来,功能性且高效的涂布制造技术日益普及。基于涂布机与点胶机的自动涂布技术已取得显著进展。随着更复杂的涂布设备以及更薄且高精度涂布工艺的普及,量产现场对更快速、更精准的涂布检测、设备监控及工艺控制需求持续增长。本节通过在线引入高速高性能测量系统的应用案例,介绍如何维持并提升涂布质量与效率。
薄膜和板材的检验和过程控制
一、引言
当薄膜或片材上的涂布出现厚度波动、条纹、层流、绳纹或边缘凸起等缺陷时,将极大影响涂层质量。缺陷的成因可能涉及进料量、基材速度、涂布辊旋转行为、辊间隙及目标物(基材)位置等多种因素。
随着多层薄膜涂布技术的进步,设备与工艺日益复杂。本节介绍为维持高精度膜层形成及当前质量要求所必需的在线检测解决方案。
二、不透明材料的涂层厚度测量
对于电子元件片、二次电池电极或太阳能电池电极等不透明材料的涂布,已在多个领域用于实现更薄且更高功能性的产品或提升生产效率。近年来,随着湿式涂布中多种材料的应用,不受目标表面条件影响的测量技术对维持与控制稳定的涂布质量至关重要。
1、涂布后湿态不透明材料的即时厚度测量

图 1 文档配图,已转换为 WebP 格式。
湿式涂布使用的材料种类繁多,包括会产生粗糙涂布表面的材料及激光反射效果不佳的材料。为确保涂布质量的厚度测量/检测,需采用一种非接触式在线测量系统,其需兼容多种涂布表面且适应不同生产速度。
共焦位移传感器CL-3000系列采用独特引擎,可确保在任何条件下对涂布表面进行稳定的厚度测量。其控制器通过沿目标物宽度安装最多三对光学单元实现同步测量,从而以更精细的间隔完成在线厚度测量与控制。
二、测量端部形状,监控设备状态
为实现稳定、高质量的涂布,无论涂布材料透明与否,基材(卷材)与设备均需保持稳定状态。除测量涂布表面外,还需测量并监控可能导致涂布缺陷的辊间隙及旋转偏摆。
1、基材及涂布面端面形状测量(褶皱或边缘凸起)
- ①薄膜基材边缘褶皱测量
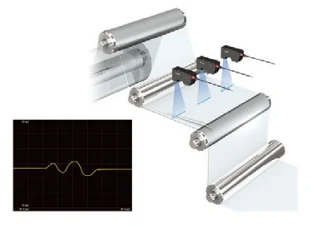
图 2 文档配图,已转换为 WebP 格式。
传统方法采用摄像头判断基材边缘褶皱或涂布面边缘凸起等端面缺陷,以防止不良品流出。
高速2D/3D激光扫描仪LJ-V7000系列通过宽幅激光束实现沿宽度方向的截面形状在线测量,可覆盖基材全宽检测,从而可靠阻止不良品流出。
- ②涂布片材端部边缘凸起检测
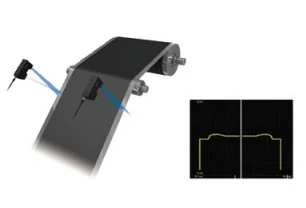
图 3 文档配图,已转换为 WebP 格式。
LJ-V7000系列即使在涂布后湿润端面状态下也能实时测量。由于测量不受目标颜色影响,即使面对黑色涂布表面,仍可实现稳定的检测与判定。
2、设备状态监控与控制
辊间隙、偏摆及片材厚度测量
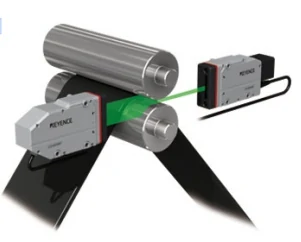
图 4 文档配图,已转换为 WebP 格式。
传统辊间隙调整需操作员暂停产线,使用厚度规或千分表进行间隙调整,需额外预留设备调整时间(产线停机时间)。
采用高速光学测微仪LS-9000系列后,无需停机即可实现辊间隙的非接触式在线测量、片材厚度控制及实时反馈控制。
LS-9000系列还可测量并监控可能导致涂布不均等缺陷的辊微小旋转偏摆,可有效减少调整时间并提升质量。
原文选自:《Coating & Dispensing Technology》
本文根据原始 Word 文档整理为公众号 Markdown 版,图片已统一转换为 WebP,便于发布前继续排版与压缩。