棒涂的方法、原理及应用
刮条涂布是一种用于在基材表面沉积溶液薄层的湿法加工技术。该技术通过将刮条或梅耶棒(Mayer Rod)置于基材上方,并在液池上方平移,从而将液体延展成薄膜或涂层。该工艺广泛应用于汽车涂料、光伏电池及锂离子电池等领域的开发。
刮条涂布既可手动操作,也可通过自动化设备实现更高精度与效率。在自动刮条涂布系统(例如Ossila刮条涂布仪)中,自动涂膜机以恒定速度带动刮条(如绕线式梅耶棒)在基材表面移动。该涂布方法依据所用刮条类型的不同,亦被称为下拉涂布、棒式涂布、线绕刮条涂布或梅耶棒涂布。
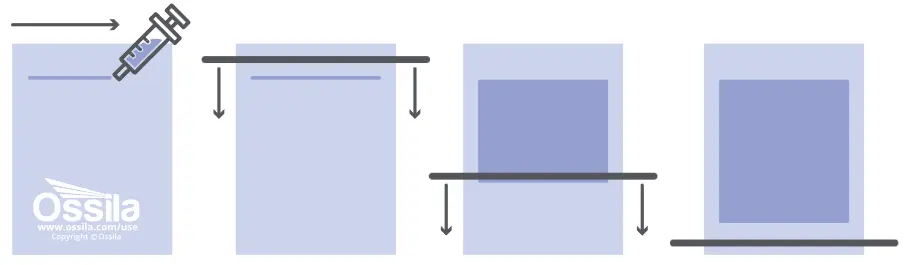
图 棒材涂层使用棒材涂布机
1 棒涂涂布机设计与结构
刮条涂布与刮刀涂布原理相近:通过表面缠绕螺旋线的圆柱形刮条将溶液延展至基材表面。刮条(或包裹线材)与基材间的间隙控制溶液通过量,从而决定膜层厚度。可通过调整以下参数优化工艺:
①刮条高度与压力
②刮条移动速度
③溶液浓度
④溶液粘度
手动刮条涂布因压力、涂布速度等参数无法精确控制,导致工艺可重复性与一致性较差。
为获得稳定涂层,可采用自动刮条涂布机。此类设备通常兼容多种刮条配件,适应不同应用场景。对柔性基材进行线绕刮条涂布时,可在基材下方放置硬质橡胶垫,通过恒定压力与间隙提升可重复性,并促进流体自流平。亦可选用玻璃基板以进一步提升涂布均匀性。
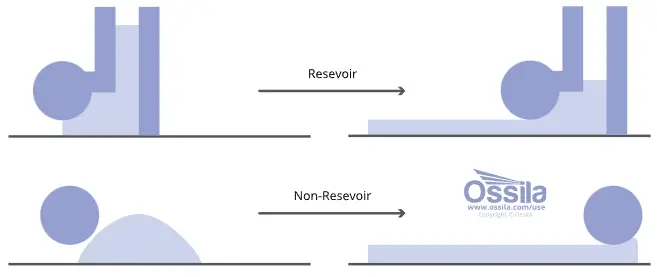
图 刮条涂布机配置:含/不含重力供料储液器
部分刮条涂布机配置中,刮条附有重力供料储液器。此类储液器可提升涂层均匀性,并减少涂布起始与终止阶段的材料浪费。通过精准控制墨量沉积,储液器显著提高涂布工艺的可重复性,尤其适用于需连续供墨的长行程自动化涂布场景(因其无法一次性沉积全部墨量)。然而,在小规模手动刮条涂布应用中,通常无需配置储液器。
2 刮条涂布中使用的刮条类型
刮条类型对涂布结果有显著影响,且部分刮条与特定涂布液存在兼容性问题。
2.1 光滑刮条、开放式线绕刮条与封闭式线绕刮条
①光滑刮条
最简形态刮条,为表面光滑的圆柱棒体,悬置于基材上方一定距离并通过涂布液形成湿膜。在整个涂布宽度范围内,刮条不与基材直接接触。
②线绕刮条(亦称梅耶刮条/Mayer bar或Mayer rod)
分为开放式线绕(较少见)与封闭式线绕(较常见)两类。此类刮条通过表面缠绕附加金属线实现功能,涂布时金属线与基材接触,其螺距与线径直接影响涂层厚度。
③封闭式线绕刮条
金属线紧密缠绕,完全覆盖棒体表面。该构型通常形成较薄湿膜,适用于低粘度、易自流平液体。
④开放式线绕刮条
金属线间距较大,部分棒体表面暴露。绕线间距成为关键变量,可调控湿膜厚度。此类刮条更适用于高粘度液体,因其在刮条通过后所需自流平程度较低。
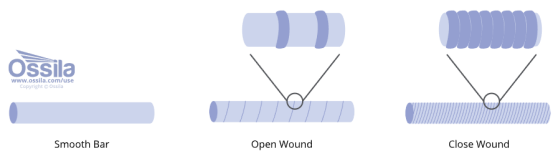
图 不同类型的棒材用于棒材涂层
2.2 刮条材质
不锈钢因具备耐化学腐蚀性与高强度特性(不易受损),成为刮条棒体及绕线最常用材质。不锈钢可方便获得不同直径规格,且易于组装成线绕刮条。针对反应性强或具腐蚀性的油墨,可采用其他类型钢材以增强抗性。虽然不锈钢是标准材质,但刮条可采用任何可加工为正确几何形状的惰性材料制成。
3 棒涂理论
3.1 沉积厚度
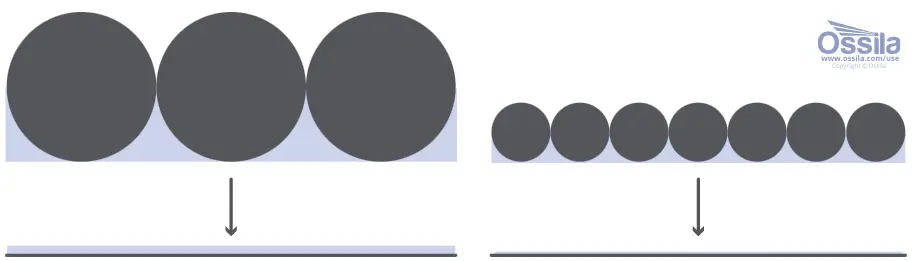
图 线材厚度
在线绕刮条涂布中,湿膜厚度由绕线间隙尺寸决定。较大直径绕线产生更宽间隙,允许更多涂料通过,形成较厚湿膜。
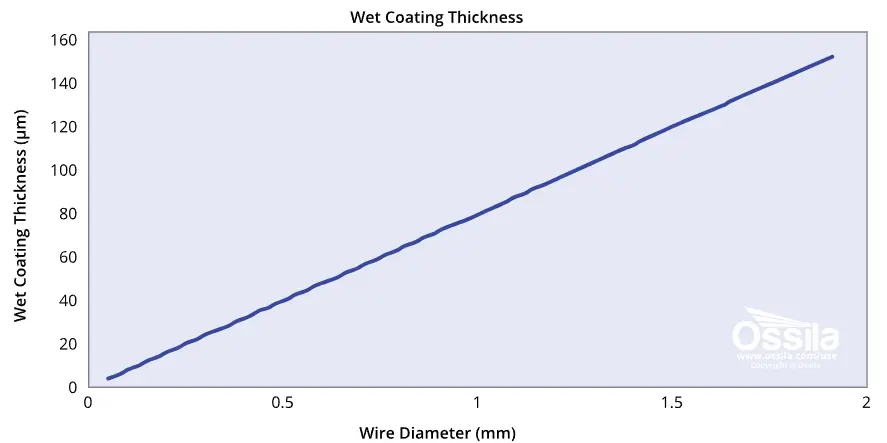
图 线材涂层直径与湿膜厚度。
3.2 自流平机制
涂布后初期,线绕刮条会留下条纹,膜层呈现不均匀外观。但毛细力即刻促使涂料聚合并快速形成连续湿膜。实际应用中,湿膜厚度与绕线直径的关系更为复杂,受以下因素影响:
-基材吸液性
-刮条与涂料的相互作用
-涂料粘度
上述因素主要影响最终膜厚的均匀性。多数制造商基于经验公式提供特定刮条与湿膜厚度的对应关系参数。

3.3 刮条速度对涂布厚度的影响
刮条速度显著影响最终涂层厚度。刮条相对于基材的移动速度越快,涂层越薄,主要原因如下:
①接触时间缩短
高速涂布缩短涂布液与基材的接触时间,阻碍涂布液从刮条向基材的有效转移。
②剪切稀化效应
多数涂布液(如涂料、高分子溶液)具有剪切稀化特性。高速涂布施加更高剪切速率,降低溶液粘度,促进其铺展形成更薄涂层。
3.4 涂层厚度范围限制
涂层最小与最大厚度主要受涂布液粘度影响:
高粘度材料:抗铺展性强,可形成较厚涂层
低粘度材料:易流动铺展,限制最大厚度
3.5干膜与湿膜厚度换算
已知涂布液固含量时,干膜厚度可通过湿膜厚度直接推算。此换算基于质量守恒定律:假设涂布过程中仅溶剂挥发,溶质完全保留于基材表面。公式为:
干膜厚度 = 湿膜厚度 × 固含量

4 棒涂的优势
4.1 低成本、高简易性
刮条涂布相较于其他涂布方法具有低成本优势,因其无需昂贵泵体或精密加工部件。最简易配置甚至无需电机驱动,操作者手动拖动刮条即可完成涂布(即“手动刮条涂布”)。而自动化设备可提供更精准的工艺控制与更高重复性。
4.2 可调涂层厚度
刮条涂布可实现10微米至毫米级的宽范围湿膜厚度。通过更换不同刮条可快速调整涂层厚度,最高可沉积数毫米厚涂层。
4.3 高兼容性与灵活性
刮条涂布兼容多种溶液与基材类型,适用于硬质及柔性基材的涂布需求。
4.4 大面积涂布
刮条涂布可在毫米至米级宽度的样品区域实现均匀薄膜。实验室常用A4尺寸(210×297 mm / 8.3×11.7英寸)样品制备,便于后续测试。结合连续供液泵系统,可集成于卷对卷生产系统实现连续涂布。
4.5 高效便捷性
刮条涂布过程迅速(通常耗时数秒内),设置与清洁简便(无复杂校准流程,材料损耗极低)。湿膜与干膜厚度可通过简单计算确定,进一步提升了操作便捷性。
5 棒涂的局限性
刮条涂布的主要缺点包括:
①工艺重复性受限
刮条涂布对实验操作细节差异敏感,难以实现高度可重复的涂层。
②超薄涂布难度高
极薄涂层的均匀沉积存在技术挑战。
③材料兼容性限制
高粘度涂料:线绕刮条涂布无法有效处理,易导致涂层连续性差
含大颗粒/不稳定颗粒的涂料:颗粒物易堵塞刮条间隙,形成条纹状不均匀涂层
6 棒涂的应用
刮条涂布因其简易性广泛应用于各类涂层工艺,涵盖小规模研发至大规模工业制造场景,展现其优异的可扩展性与广泛适用性。
6.1 学术研究与开发
学术文献中大量记载了小规模刮条涂布的应用案例,其常用于以下功能材料的研发阶段:
-催化剂涂层
-电池开发
-有机半导体
-钙钛矿太阳能电池
该技术可在小规模下快速开发新型器件结构。通过使用具有不同润湿特性的图案化基板,可在薄膜宽度方向实现成分与形貌的定向差异,并支持材料的垂直堆叠,为薄膜制备提供多样化选择。
规模化研究
研究的可放大性是关键议题,需确保实验室成果可复现于实际应用。刮条涂布技术尤其适用于:规模化实验、卷对卷(R2R)制造等连续工艺。其技术经验可直接迁移至凹版涂布、狭缝涂布等工业湿法工艺。R2R工艺在大规模生产中至关重要,需在长基材上保持均匀性与精度。这种适应性确保实验室规模的创新成果可高效转化为商业化生产工艺。
6.2 工业应用
在大规模工业场景中,刮条涂布用于以下领域的高通量涂层与薄膜生产:
①汽车工业
涂布汽车涂料与防护涂层,确保均匀表面以提升耐用性与外观
②包装工业
为柔性包装材料涂布阻隔层,通过防潮、抗氧化及抗化学腐蚀延长货架期
③标签与胶带制造
要求涂层厚度高度一致的粘性标签与胶带生产
④电子工业
印制电路板(PCB)与柔性电子器件制造,涂布导电油墨与介电材料以构建精密电路(尤其在可穿戴电子与柔性显示领域)
⑤纺织工业
为织物涂布功能性涂层(如防水、阻燃、抗菌等)
7 棒图的实用技巧
这是一个有用的检查表,可以帮助用户使用棒材涂层技术获得最佳的薄膜。在你第一次尝试棒材涂层之前,请考虑以下几点。
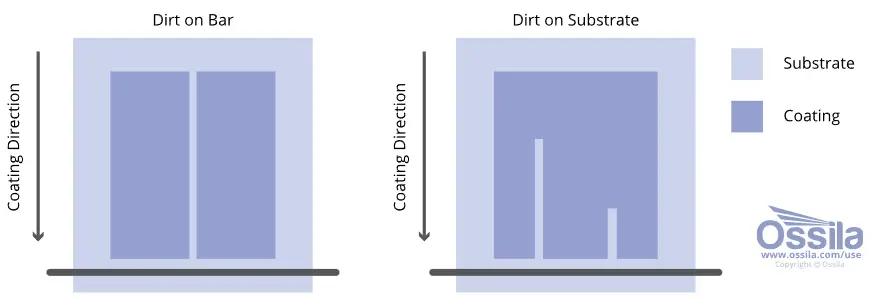
图 棒材涂层的污垢与基材上的污垢
①清洁基材与设备
确保基材与刮条涂布机清洁无尘。杂质可能引发涂层缺陷(如刮条污染导致整片涂层缺陷,基材污染导致局部膜层异常)。
②多余油墨处理
涂布起始与终止阶段的过量油墨需及时清除,避免干扰后续涂布。建议使用可拆卸基材片段收集涂布区域边缘及首尾多余溶液。
③基材固定
将基材牢固固定于洁净平整表面或橡胶涂布垫上,确保稳定。
④表面预处理与添加剂
必要时采用表面预处理或添加表面活性剂以改善薄层成膜性。
⑤设备水平校准
使用水平仪确保涂布系统各方向水平。
⑥油墨量精准控制
按单位涂布宽度精确控制油墨沉积量,确保均匀分布。可选用注射器、移液器或微量移液器实现精准供液。
⑦速度与压力一致性
手动涂布时需记录速度与压力参数;推荐使用自动涂膜机保障刮条匀速移动。
⑧固化条件优化
严格控制干燥条件(温度、湿度、时间),其对最终膜层形貌影响显著。
⑨刮条清洁溶剂选择
不同涂布液间更换时,谨慎选择刮条清洁溶剂,避免溶剂残留影响刮条-涂布液相互作用及涂层厚度。
⑩涂层厚度验证
采用椭圆偏振仪、轮廓仪等设备精确测定膜厚,避免默认均匀性假设(尤其对厚度敏感的应用场景)。
原文网址:https://www.ossila.com/pages/bar-coating?_pos=4&_sid=864459266&_ss=r