第十五章 涂料实验设计
15.1
引言
传统实验方法每次仅改变一个工艺参数(OFAT)或配方中的一个组分。然而这种单因素法无法提供参数(或组分)间相互作用的实验数据――而这恰恰是涂料配方与工艺中常见的现象。基于统计学的实验设计(DOE)能建立包含所有显著交互项的验证模型,使您能够根据输入参数准确预测响应指标。其价值在于锁定"最佳参数区间",在此区间内可同时满足所有产品规格与工艺目标。
实验设计的策略简明直接:
1. 采用筛选设计从众多次要因素中识别关键少数(参数或组分)
2. 对筛选出的关键因素进行深入研究,构建"响应曲面"图谱,将工艺或产品调整至最优状态
但具体设计必须根据变量特性进行定制:
• 产品配方中的组分变量
• 影响工艺的过程参数
传统上,配方实验与工艺实验通常分别由化学家和工程师独立完成。显然,这两个技术领域的协作对研究成功至关重要。更进一步,可将配方组分与工艺参数整合到同一个设计中进行最终优化。换言之,您可以在开发最终阶段(当变量范围已缩小至关键少数后)实现配方调配与工艺参数的同步优化。
本文将重点讨论工艺参数筛选设计,因其虽结构简单,却能带来突破性改进。掌握这一层级的实验设计,您就能超越大多数技术专家,并为后续更高级的工艺优化或配方优化工具奠定基础。
15.2
标准双水平因子设计
两水平因子设计涉及同时调整实验因素的高低水平。通过将测试限制在仅两个水平,可以最大限度减少试验次数:在接近最优值之前,无需费心为每个因素设置三个水平。届时通过筛选研究,因素数量(k)应已大幅减少。数学原理很简单――随着k增加,试验次数呈指数级增长。因此,在筛选众多因素时采用2^k(两水平)设计,而在优化关键少数因素时使用3^k设计。
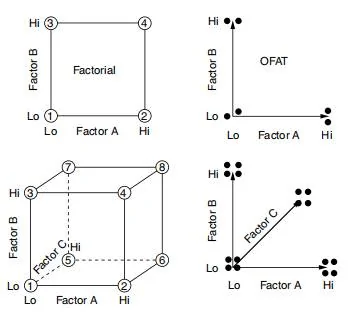
图15.1 两级析因设计(左)与单因素轮换法(右)在双因子(上)和三因子(下)情况下的对比。
两个水平之间的对比为通过2^k设计实现工艺改进提供了必要驱动力。这种并行测试方案远比传统的OFAT串行方法更高效,如图15.1所示――该图展示了在计算高低水平对比效应时具有同等效力的设计方案。
例如左上角的因子设计对因素A的高水平进行两次试验,低水平同样进行两次。类似地,因素B也在高低水平各运行两次。因此右上角的OFAT设计需要通过两个高水平试验来提供相当的效应估计效力,但这导致OFAT需要总共六次试验,而两水平因子设计仅需四次。随着因素数量增加,因子设计的效率优势更加显著,图15.1底部两个设计的并列对比充分证明了这一点:针对三个因素的实验案例中,OFAT需要16次试验,而两水平因子设计仅需8次,效率差距极为明显。
析因设计相较于单因素法具备两大额外优势:
• 它覆盖了更广阔的因素空间区域或体积,从中可对您的过程进行推断。
• 它能揭示因素间的“交互作用”。双因素交互作用(2fis)的揭示往往成为理解过程(特别是涉及化学品如涂料的过程)的关键所在。
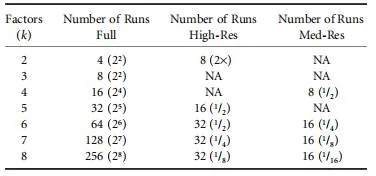
表15.1 精选两级析因设计。
表15.1展示了对于多达八个因素的全二水平设计所需进行的试验次数。你
如果您想要解析
2fi,对于四个或更少的因素必须进行全因子实验。我们建议,如果您只想研究两个因素,应复制设计。然而,如果您需要筛选五个或更多因素,只需应用所有组合中的一部分即可。理想情况下,资源应足以实现高分辨率(见表
15.1 中标有“高分辨率”的列),从而检测
2fi,但在实验次数有限的情况下,选择较小的中等分辨率设计仅筛选主效应。
这些以及更多包含更多因素的分数阶实验设计方案,都可以在实验设计教材中找到1,或者更便捷地通过统计软件包获得。您可以选择仅需k+1次试验的两水平设计,其中k代表待测试因素的数量。例如,可以用8次试验测试7个因素,或用16次试验测试15个因素。但这类"饱和设计"的分辨率极低:主效应会与双因素交互作用产生混淆。我们建议避免采用如此低分辨率的设计方案。
务必对整个设计的试验顺序进行随机化处理。否则可能会受到"潜在因素"(如环境温度和湿度变化)的干扰,这些因素会混淆您对实验因素的评估。完成实验后,标准统计分析可对整体结果和个体效应进行显著性检验。虽然教材提供了手工计算双水平因子分析的方法,但使用统计软件2来完成这项工作会轻松得多。
15.2.1
案例研究――影响旋涂机性能的筛选因素分析
以下研究内容源自一项关于实验设计(DOE)的短期课程。3
我们将简要描述这项研究,以便让您了解双水平因子设计的基本要求。
研究对象是一台用于在硅晶圆上涂覆光刻胶的旋涂机,该设备可通过四个机器参数进行控制:
A. 转速(旋转)
B. 加速度(旋转加速)
C. 光刻胶用量
D. 时间(旋转)
这四个因素都属于数值型变量,因为它们均可调节至任意数值。但出于实验目的,这些参数将被控制在合理范围内,以确保涂层厚度接近生产规格要求。此外,研究人员认为还有两个分类变量会影响工艺过程:
E. 光刻胶供应商(两家候选供应商)
F. 排气罩状态(开启或关闭)
在现阶段,尚不确定这些因素中(如果有的话)哪些会对厚度产生显著影响,因此执行表15.2中所示的
16 次运行(1/4
分数)中等分辨率设计是有利的。厚度数据是通过以随机运行顺序执行该设计而收集的。分析表明,只有四个因素具有统计学意义,即
A、B、C
和
E。借助八次运行的后续研究进一步揭示,因素
C 和
E 之间存在相互作用,如图15.2所示。
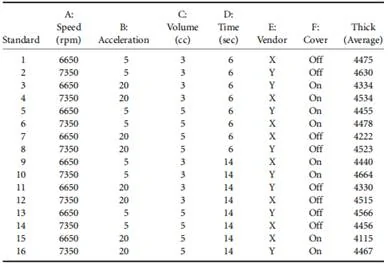
表15.2 旋涂机实验设计。
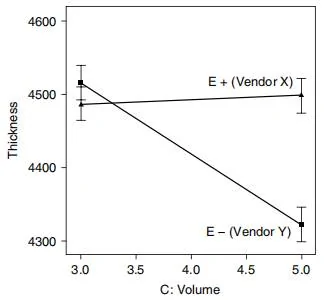
表15.2 旋涂机双因素交互作用图。
请注意,改变光刻胶体积(因素
C)的效果取决于材料由哪家供应商提供(因素
E)。每条绘制线两端的条形表示在
95%置信水平下的最小显著差异(LSD)。在低体积水平(3.0)时这些
LSD 条形的重叠表明,或许有可能以一种不受供应商影响的方式运行旋涂机,从而让购买者能够在任何给定时间选择最便宜的供应商。像这样的见解永远无法通过单因素实验得出。只有通过在两个水平上运行因素组合,您才能了解相互作用。
15.3
通过响应面方法(RSMs)进行优化
如果您认为您的实验已接近最佳状态,不妨在设计中加入一个“中心点”。该点代表所有因素水平(或混合物中各成分范围)中间的一组条件。例如,在上述案例研究中,因素
B、C
和
D 的中心点为(12.5,4,10)。为了合理估计曲率,可在设计中随机加入几个中心点。例如,可在表15.2所示的设计中加入四个中心点(所有条件相同),将实验次数从
16 次增加到
20 次。如果接近性能峰值,您会发现中心点的响应明显高于预期,从而揭示出响应的曲率(非线性)。此时,您需要运行更多的因素水平,并采用响应面方法(RSM)。
中心复合设计(CCD)是响应面实验的理想选择。该设计由核心的双水平因子点及环绕的轴向点构成。图15.3展示了针对两个工艺因子的CCD点位布局。
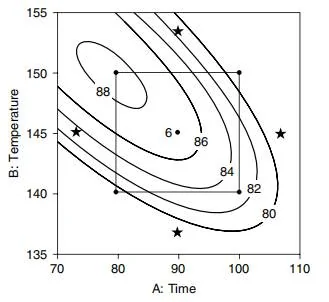
图15.3 显示中心复合设计各取样点的等高线图。
轴向点以星号标记。任何超出双水平因子方框范围的预测(包括星点位置)都需要外推法,这可能存在风险。本设计包含六个中心点(时间90,温度145),其中半数与原始因子实验同步完成,其余则纳入第二组星点实验区块。
教材详细阐述了CCD及各类响应面方法(RSM)的设计方案。支持RSM的统计软件对于拟合数学模型(通过回归实现)、通过统计分析验证模型以及生成响应面图表而言是绝对必要的工具。
15.4
混合设计优化配方
对于仅关注配方的涂层实验,我们建议使用针对混合物的设计。这涉及使用三角形坐标系,以确保所有成分的总和为
100%。图15.4展示了基于具有三种成分的汽车涂层的混合物设计生成的响应面的三维视图。
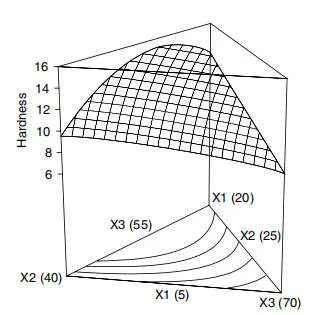
图15.4 基于混合物设计的三维响应曲面。
有关该方法的详细内容可参阅教材及涂层实验的案例研究文献。