卷对卷涂布技术及其应用
摘要
卷对卷(R2R)涂层技术因其高通量和环保优势,有望应用于多种工业场景。通过可与卷对卷系统配套的各类技术可实现薄膜和厚膜的形成,包括浸涂、刮刀涂布、挤压涂布、直接凹版涂布与微凹版涂布以及喷涂。本综述从工艺优化的角度介绍了涂层技术,并列举了应用实例。此外,基于与涂层工艺的关联性,亦涵盖了卷对卷卷材传送的内容。通过展示各工艺的数学模型获得工艺条件,并利用实测数据呈现实际的涂层窗口。因可溶性材料的适用性,涂层技术的应用重点聚焦于印刷电子器件。本综述未讨论先进的卷对卷真空涂层技术及非卷对卷的实验室规模涂层。此项关于卷对卷涂层技术与应用的总结,旨在为先进涂层制造的操作提供指导并展望其未来发展前景。
1 引言
涂层被定义为通过沉积液相(溶液)或固相(粉末或纳米颗粒)的特定材料,在基材上覆盖薄层的过程。涂层技术可根据目标规格进行定制化生产,例如涂层的厚度、涂覆表面的粗糙度、涂布产品的速率和尺寸(后者可由涂布速度、涂覆薄膜的宽度及图案化能力决定(满涂或条状涂布;此处我们将三维涂布称为印刷))。
该工艺可在常压乃至低真空环境下进行。其分类依据涂层材料的溶解性选择。在溶液涂布中,目标材料与粘合剂溶解于可直接涂覆基材的溶液中,溶液从形成的湿膜中蒸发后得到干膜。与之相对,化学气相沉积、物理气相沉积、原子层沉积、等离子体和溅射等真空沉积技术,主要用于在低真空或高真空条件下制备薄且高度均匀的金属沉积层,以实现导热或导电功能。本文仅涵盖溶液工艺的实例。
从生产规模的角度,溶液涂布技术可分为实验室规模与大规生产,后者与卷对卷(R2R)制造工艺紧密相关。滴涂、旋涂和刮棒涂布操作简便,主要应用于电子领域的小尺寸覆盖层,如柔性印刷电路板(FPCB)、芯片敏化太阳能电池(DSSC)、超级电容器(SC)及透明导电薄膜(TCF)。这些技术不适用于卷对卷工艺的大面积、高速特性。另一方面,本文重点探讨适用于卷对卷工艺的多种涂布方法:浸涂、直接凹版涂布、微凹版涂布、刀刃涂布、挤压涂布、喷涂以及液体火焰喷涂(LFS)。
涂层技术主要用于装饰、保护和功能目的。近期研究主要集中在功能薄膜涂层领域,其与印刷电子应用如TCF、DSSC、e-paper、射频识别(RFID)、有机光伏(OPV)、电池、燃料电池、传感器、微流控以及SC密切相关,因为它们需要形成数十至数百微米的薄层。上述涂层技术各有其工艺特性,因此涂层技术的选择需考虑目标器件结构(单层或多层)、膜厚范围(0.01 至 250 μm)以及涂层的均匀性。
本文共讨论了七种典型 R2R 涂层技术,并介绍了 18 个应用案例。实验室规模涂层技术及其应用不在讨论范围内,R2R 真空沉积技术同样不予讨论。本综述旨在:介绍各类 R2R 兼容涂层技术的特性和工艺参数;展示既有文献中报道的先进涂层产品成果;特别强调卷材处理作为 R2R 工艺的核心技术。基于以上视角,本文为读者提供与其领域相关的适用指南和信息以供参考;期望借此推动下一代 R2R 涂层技术的发展。
2 卷对卷(R2R)系统
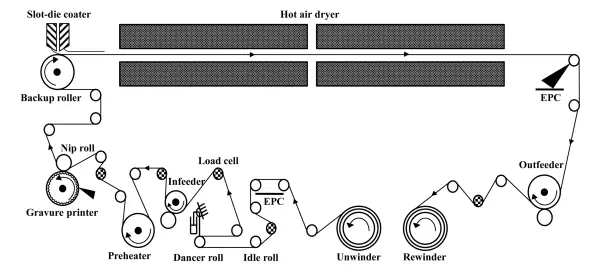
图1 一般R2R印刷和涂层系统的配置
典型的R2R系统如图1所示,由放卷装置、边缘位置控制器(EPC)、浮动辊、进料装置、预热器、干燥器(热风)、出料装置和收卷装置组成。此外,在驱动辊(连接伺服电机)之间,惰辊和测压元件分别起到改变卷材路径和测量张力的作用。凹版印刷辊及挤压式或刮刀式涂布模块可归属于加工区域。R2R工艺中的涂布或印刷过程是在移动基材上进行的,而非在线性平台上的玻璃基材。在R2R系统中,聚对苯二甲酸乙二醇酯(PET)、聚萘二甲酸乙二醇酯(PEN)、聚酰亚胺(PI)、金属、纸张和纺织品等柔性薄层材料已被用作基材。卷材易拉伸,若未以精确的速度和张力传输则可能发生波动甚至断裂。因此,需预先优化R2R系统及卷材控制器的配置以实现稳定涂布。
2.1 速度控制
卷材在涂布过程中的速度是影响涂层厚度的最关键因素。其与供液量-基材速度比、毛细管数、液体凝聚力、液体剪切应力变化等相关。因此,涂布过程中必须精确控制涂布速度,以便提出系统性指导原则。
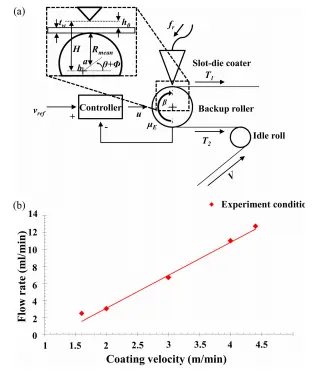
图2a 涂层速度的重要性:(a)插槽模涂布工艺示意图;(b)流速设置及涂层速度增量
如图2(a)所示,背托辊在涂布区的精确传输中具有重要作用。主速度驱动器为背托辊设定,因该辊转速不可变动以维持fr比值恒定。涂布速度通过u和编码器反馈值(V)与vref对比进行控制。多数背托辊连接伺服电机,但当背托辊设计为惰辊时需考虑包角因素。该摩擦关系可表示为式(1):
(1)

若包角为180°,可通过最大化牵引力(随μE增大)来最小化卷材与背托辊间的气体夹带和打滑现象。由此可实现背托辊速度的稳定化。
从辊筒偏心距和圆度角度分析,涂布速度与辊筒加工精度及设备设定相关,考虑辊筒偏心模型的涂布间隙可表示为式(2):
(2)

h0可因辊筒的偏心距发生周期性变化,从而影响涂布现象、张力控制及V的恒定值。此外,背托辊的圆度也通过角速度与V的关系关联至式(2),因此需预先测量圆度与偏心距。
背托辊速度稳定后,应依据速度变化精确控制流量,如图2(b)所示。在固定速度下,不同涂布技术的溶液沉积速率存在差异:喷涂与挤压涂布中涉及流量调节,刀刃涂布中涉及间隙深度调整,凹版与微凹版涂布中涉及溶液槽的转移率调控。
这些设定还关联泵(螺杆泵、齿轮泵或注射泵)精度和平台对准;但在基于溶液剪切转移至辊筒的转移涂布中,粘度和辊速具有依赖性。
2.2 张力控制
张力控制在R2R工艺中至关重要。基于张力建模、实验验证及控制器设计的研究已广泛开展,这些努力均致力于最小化张力扰动(如卷材延伸、抖动和定位偏差);但表面张力同样具有显著影响。
卷材基材表面能与液体表面张力间的关系如式(3)所示:
(3)
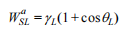
如图3(a)插图所示,在施加张力的卷材上进行液滴测试。图3(a)显示,当在施加2至7 N/mm²张力的PET基材上滴加1-溴萘、甘油和乙二醇时,θL发生变。
图3 表面张力对印刷性的影响:(a)基材的表面张力(插图:接触角测量)和(b)印刷层的厚度
进一步如图3(b)所示,使用粘度范围为100~150 mPa·s的Ag油墨进行凹版印刷时,印刷层厚度发生变化。该变化幅度较小(约70 nm),但在涂布工艺中会产生显著差异。
通过溶剂调节和等离子处理可改变液体与基材的表面张力。材料调配与基材处理虽能改善涂布性能,但表面张力控制的重要性同样不容忽视。
2.3 温度控制
溶液工艺形成的涂层需经干燥工序蒸发溶剂。干燥段温度会对PET、PEN、PI等塑料基材产生热变形影响。其中PET是最广泛使用的基材,但在75°C及以上温度会膨胀收缩。卷材张力会随温度变化,该关系可表示为式(4):
(4)
在干燥段存在热应变变化的影响(该影响不限于跨距内效应)。当温度从30°C变化至100°C时,基材因温度变化产生的应力增加约4倍。
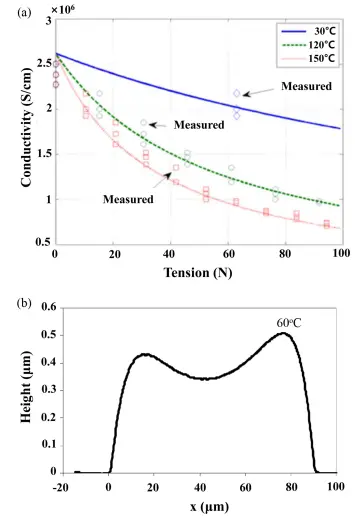
图4 涂层与基材的干燥效果:(a)不同温度下张力变化对导电性的影响及(b)咖啡环现象喷墨打印层的作用
如图4(a)所示,该变化还伴随Ag印刷层导电性的改变。实验结果表明,张力增加与导电性及温度变化成反比。
有效干燥时间可表示为式(5):
(5)

在固定温度条件下,Dd由涂层特性决定,而ld和V则随干燥区设计及工艺速度变化而变化。首先溶剂必须蒸发,其次应考虑涂层的功能性(如导电性)。然而近期研究已探索有效干燥与烧结方法,包括使用红外线、激光、强脉冲光、紫外线和微波。
这些方法着力于缩短时间并减少基材损伤。因此Dd最小化不仅可通过ld和V实现,亦可通过在基材损伤敏感度限值内调控烧结功率与温度达成。若温度过高或干燥时长不当,喷墨印刷中将出现涂层表面不均现象,即”咖啡环效应”与”马拉戈尼效应”,如图4(b)所示。
在大面积涂布中,涂覆边缘的增厚是主要问题,目前通过改变涂布方法或实验性工艺优化已实现改进。
3 卷对卷沉积过程
可以通过数学和实验方法来选择恰当的涂布操作条件(称为涂布窗口),以获得目标层厚度。涂布流已通过基于控制方程的数学预测和用于可视化的计算流体动力学进行了分析。由于涂布流的复杂性以及涂布液的多样性,目前尚未研究出真正具有预测能力的涂布工艺模型。
计算性方法可以提供小区域更精确的流动动力学,但需要大量的分析时间,并且在扩展到像卷对卷(R2R)工艺这样的大面积工艺时会遇到问题。因此,基于知识和技能筛选最有效的涂布参数以实现所需的涂布效果,而非基于分析建模,是具有优势的。
涂布工艺可分为自计量(self-metered)和预计量(pre-metered)两种类型。自计量涂布通过涂布参数(如液体性质、料带速度和涂布器形状几何结构)的综合作用来确定涂布厚度。另一方面,预计量涂布涉及的涂布参数独立地影响涂布厚度,因此更敏感。
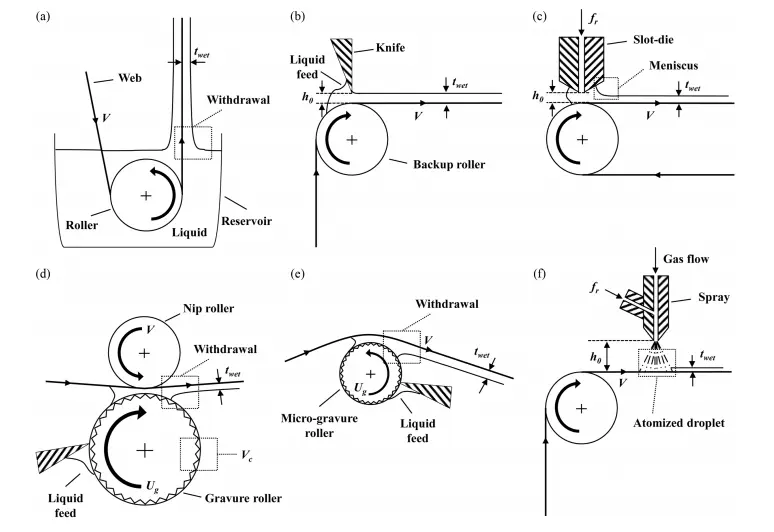
图5 基于R2R的涂层技术包括:(a)浸涂;(b)刀边涂布;(c)狭缝涂布;(d)直接凹版涂布;(e)微凹版涂布;(f)喷涂。
本节我们结合并总结适用于卷对卷(R2R)的涂布技术,如图Fig. 5所示,包括自计量型的浸渍(dip)和刀边涂布(knife-over-edge)技术,以及预计量型的狭缝涂布(slot-die)、直接凹印(direct gravure)、微凹印(micro-gravure)和喷涂(spray coating)技术及其主要涂布参数,旨在为工业界提供指导与观点。
3.1 浸涂
浸涂(Dip coating)是制备薄膜最简单的方法,通常在放大生产之前,用于非常先进的透明导电膜(TCF)结构的实验室规模步骤。它也可以通过储液槽中设置浸没辊模块的方式应用于卷对卷(R2R)工艺,如图Fig. 5(a)所示。基材薄膜从上游跨辊驱动并首先浸没在液体中。涂层过程在基材移动出储液槽外部时进行。基材上形成的湿涂层厚度 twet 相对于各种参数 μ、V、ρ和g的关系可由公式(6)表示
(6)
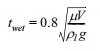
系数 0.8 是牛顿流体的常数,而非毛细数(Ca)小于 0.01 的低毛细数情况。因此,在浸涂工艺中,液体特性和涂布速度取决于液体的配方。为了在浸涂工艺中获得良好的涂层产品,适合采用具有高表面张力的高粘度液体,以最大化液体在基材上的拖曳力。
3.2 刀边涂布
卷对卷(R2R)刃口刮刀涂布(knife-over-edge coating)被用于制备有机光伏(OPVs)、电池、电子纸和燃料电池的涂层。刃口刮刀涂布被简单归类为刮刀涂布方法之一,如图Fig. 5(b)所示。一把刮刀垂直安装在辊筒上方,距离为 h0,当基材以特定速度经过时,刮去多余液体并形成涂层。涂层的数学估算可表示为公式(7):
(7)
干燥厚度 tdry 可通过改变 h0 和液体浓度(例如改变 ρl 和 ρs)来调整。密度项属于材料和溶液性质,但在固定溶液的情况下,仅工艺条件 h0 可控制涂层厚度。如公式(2)所述,由于辊筒的偏心度和圆度,h0 可能变得不稳定47,因此刮刀需在涂布区域准确定位以获得均匀涂层。此外,刮刀必须与基材运动方向平行排列。涂布速度与涂层厚度控制无关,但与涂布液的泄漏密切相关。液体泄漏和溢流是刃口刮刀涂布中的关键问题。该问题已通过改变刮刀长度和形状,以及为高粘度溶液安装溶液池来解决。
3.3 狭缝涂布
狭缝涂布(Slot-die coating)(图Fig. 5(c))是一种典型的适用于卷对卷(R2R)的方法,被广泛应用于各种涂布产品中,例如有机光伏(OPVs)、透明导电膜(TCF)、压敏粘合剂(PSA),并且特别容易实现多层和条纹涂布76。与自计量涂布(self-metered coating)相反,它是一种预计量涂布技术(pre-metered coating technique),其中干燥厚度 tdry 可通过调节涂布条件和液体性质(如 h0、V、fr、μ、σ和 ρl)来估算和控制。在不考虑溶液浓度的情况下,湿涂层厚度 twet 可通过结合公式(8)所示的工艺参数确定:
(8)
该方程被称为粘性毛细管模型(viscocapillary model),由Carvalho和Kheshgi推导得出,此方程仅在低于0.02的低毛细数(Ca)情况下有效。由公式(8)可知,在槽模涂布过程中,涂布性质会影响涂层厚度。此外,V(速度)和 h0(间隙高度)作为卷对卷(R2R)工艺参数也具有影响。在R2R工艺中,VVV 更易于设定,且已被确定为R2R槽模涂布过程中最重要的参数。
在高毛细数(high-Ca)情况下,涂布窗口发生变化,不再适用于粘性毛细管模型。除公式(8)外,涂层厚度可推导为公式(9),该公式更适用于高毛细数涂布:
(8)
经验证,所提出的公式(9)在使用高粘度溶液时可预测实际涂层厚度。此外,公式(8)未考虑 fr(弯液面半径),而 fr 在涂布过程中是非常关键的参数,因为下游弯液面(meniscus downstream)被视为圆柱形。因此,fr应与V协同控制;对于稳定的弯液面,这些因素之间存在正比关系。综上所述,槽模涂布是一种敏感的工艺,依赖于多种参数,适用于生产高精度的涂层。
3.4 凹版印刷
凹版涂布(Gravure coating)是唯一一种将涂布机本身作为支撑辊使用的方法。通过在辊筒上雕刻图案,凹版辊不仅能实现涂层,还能实现复杂的线条图案。与其他印刷工艺(如喷墨印刷、胶版印刷、丝网印刷和转印)相比,凹版印刷方法是一种快速过程,具有高分辨率的印刷线条。在图案化过程中,凹版辊和压辊(nip roll)以不同速度旋转,以特定速度输送料带基材(web substrate)。
相比之下,当凹版辊用于涂布工艺时,图案会覆盖整个辊面,且凹版辊的旋转方向可与料带驱动方向相反。直接涂布(Direct coating)和间接涂布(offset coating)分别指凹版辊直接接触料带,以及通过中间转移辊(offset roller)转移涂层。此外,正向涂布(forward coating)与料带驱动方向相同,而反向涂布(reverse coating)则与料带运动方向相反。这属于压区辊涂(nip rolling)的范畴。
图Fig. 5(d)和(e)分别展示了带压辊的正向凹版涂布和微凹版涂布(micro-gravure coating)。微凹版涂布定义为涂布辊直径远小于其宽度的情况。微凹版涂布可如槽模涂布(slot-die coating)一样获得薄层。Benkreira等人通过公式(10)理论建立了反向凹版涂布的膜厚:
(10)
凹版涂布中的湿膜厚度 twet 由速度比 Ug/V 和 Vc 决定。Vc 与辊筒的机械加工、刮刀压力深度以及涂布过程中固定的压力有关。
速度比 Ug/V是凹版涂布中的主要实验参数,它是辊筒对基材产生拖曳力的根源。研究表明,辊筒与料带速度相同是实现最低 twet 的条件。twet 随速度比 Ug/V正比增加,此比例可用于提高流量比(引出量)。
凹版涂布是一种预计量(pre-metered)技术,但在液体和基材的表面能(surface energies)方面存在局限性。液体自身的聚集性以及液体与基材间的相互作用会影响液体转移率,因此这些因素也需纳入考虑。
3.5 喷涂
图Fig. 5(f)描绘了在卷对卷(R2R)传输的料带基材(web substrate)上进行的喷涂涂布(spray coating)。喷涂涂布通过气流迫使液体从喷嘴喷出并实现涂布。喷涂涂布被认为与卷对卷(R2R)工艺不兼容,且因其涉及液滴处理而较为复杂。卷对卷(R2R)喷涂涂布已被引入用于超级电容器(SC)器件的制造。针对喷涂涂层的喷涂和蒸发过程已有大量研究。首先,雾化(atomization)是喷涂涂布的关键问题,可通过公式(11)表示:
(11)

通过改变韦伯数(We),液滴的破裂(breakup)可分为三种模式:袋状破裂(bagging)、剥离破裂(stripping)和灾变破裂(catastrophic breakup)。由该方程可知,液体特性和气流条件可被确定以实现均匀涂层的形成,这已被用于实现均匀雾化。然而,目前尚无针对卷对卷(R2R)工艺中喷涂涂层厚度与涂布条件关联的数学模型。此外,为获得均匀涂层,还需考虑液滴飞行(flight of droplets)及其在基材上的着陆伴随溅射(splashing)的问题。
4 卷对卷沉积的应用
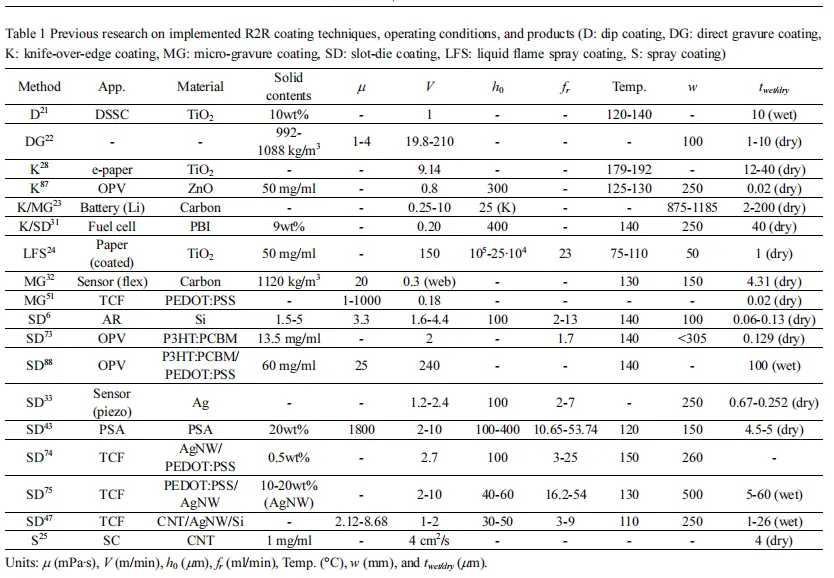
表1 先前对已实施的R2R涂层技术、操作条件及产品的研究(D:浸涂,DG:直接凹版涂布,K:刀边涂布,MG:微凹版涂布,SD:狭缝模涂布,LFS:液态火焰喷涂涂布,S:喷涂涂布)
本节提到的研究表明,卷对卷(R2R)传输已用于涂布案例和应用。已有大量关于各种涂布技术的研究具备在R2R工艺中实现的潜力,但本次调查仅涵盖已实施的案例。在表1中,总结了涂布方法、应用领域、主要涂布材料、固含量、粘度、涂布条件(如 V、h0、fr 和干燥温度)以及涂布输出参数(如宽度 w 和湿/干膜厚度 twet/dry)。
狭缝涂布(Slot-die coating)在表1列出的调查数据中被显示为R2R涂布应用中最常用的技术。通过条纹涂布(stripe coating)技术在PET基材上涂覆聚(3-己基噻吩):苯基-C61-丁酸甲酯[P3HT:PCBM]和聚(3,4-亚乙基二氧噻吩)-聚(苯乙烯磺酸)[PEDOT:PSS](该基材预先镀有氧化铟锡(ITO)),有机光伏(OPV)器件的制造得到积极研究。垫片(shim plate)的使用使得条纹涂布成为可能。所制备的模块显示出有效的工作电流-电压(IV)曲线,如图Fig. 6(a)所示,其在大面积模块中发挥作用(见图Fig. 6(a)插图)。已有研究在PET基材上涂布硅材料的抗反射(AR)涂层,表明其R2R兼容性。
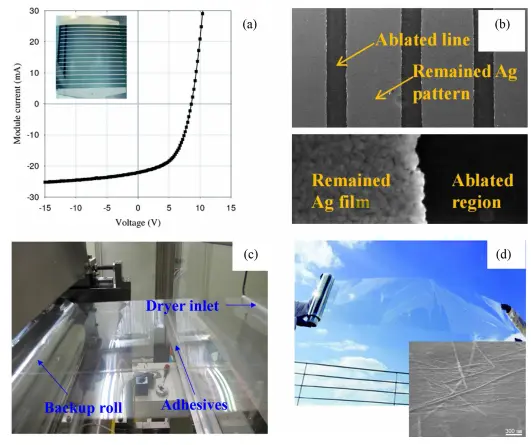
图6 2R槽涂覆应用(a)16个串联的OPV(尺寸为35.5平方厘米)的IV曲线图[插图:79×84毫米的OPV模块照片];(b)槽涂覆银层及激光写入消融线;(c)PSA溶液的R2R槽涂覆工艺;(d)AgNW/PEDOT:PSS薄膜的照片[插图AgNW/PEDOT:PSS薄膜的SEM图像]
不仅聚合物材料,银(Ag)也已在R2R槽模涂布系统中涂布,形成大面积导电层,随后通过激光刻写(laser writing)烧蚀去除多余区域,如图Fig. 6(b)所示。完全涂布并刻写后的银层被用于压阻传感器(piezoresistive sensors)。此外,高粘度液体的压敏粘合剂(PSA)溶液被完全涂布在PET基材上,如图Fig. 6(c)所示。PSA膜产品显示出均匀的涂层,可用于显示器和保护膜。最后,透明导电膜(TCF)在先前基于R2R槽模涂布的研究中被多次实施。图Fig. 6(d)展示了一个完全通过R2R槽模涂布制备的银纳米线(AgNW)/PEDOT:PSS混合薄膜的案例。图Fig. 6(d)的插图为银纳米线网络及PEDOT:PSS覆盖表面的扫描电子显微镜(SEM)图像,该结构可增强电学性能。TCF已广泛应用于电子领域,如触摸屏和有机光伏(OPVs)。
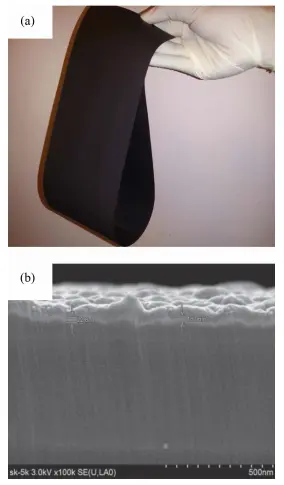
图7 R2R微蚀刻技术涂层产品:(a)大面积涂覆碳复合材料的PET基板,配备铜触点
(改编自参考文献32并获授权)(b)PET薄膜上PEDOT:PSS涂层层的SEM图像。
卷对卷(R2R)凹版涂布(gravure coating)已用于工业应用,但更紧密地适配于印刷技术。在近期研究中,微凹版涂布(micro-gravure coating)被进一步探索用于先进电子应用,如图Fig. 7所示。一种基于碳材料的溶液被合成为碳粉、甲苯溶剂和粘结剂的混合物,并沉积在PET薄膜上,如图Fig. 7(a)所示。该碳涂层获得了4.31微米(μm)的层厚,用于柔性传感器。此外,通过R2R微凹版涂布技术在PET基材上涂覆PEDOT:PSS层,实现了20纳米(nm)级厚度的涂层,如图Fig. 7(b)所示。
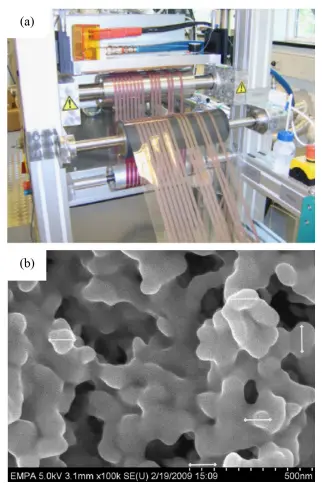
图8 自计量涂层的实例包括:(a) R2R槽涂、刀边涂布和丝网印刷技术,这些技术在卷绕区使用OPV薄膜;(b)使用二氧化钛薄膜进行R2R浸涂后表面的SEM图像,用于DSSC应用(白色条纹代表100纳米)
上述技术与应用是当前重点案例。这些案例采用预计量型(pre-metered)涂布方法,通过调节第3节所述的各种关键工艺条件,覆盖了多种涂布产品。另一方面,某些案例中使用了自计量型(self-metered)涂布技术,例如刃口刮刀涂布(knife-over-edge)和浸涂(dip coating),如图Fig. 8所示。图Fig. 8(a)中,有机光伏(OPVs)通过三种主要技术制备:槽模涂布用于PEDOT:PSS和P3HT:PCBM,刃口刮刀涂布用于ZnO,丝网印刷(screen printing)用于银电极图案化。
狭缝涂布主要用于OPV涂布,因其可实现条纹涂布(stripe coating)。在此案例中,刃口刮刀涂布后的ZnO层覆盖整个基材,因条纹形状需完整覆盖。所得ZnO层仅为20纳米(nm)厚度的极薄层。图Fig. 8(b)通过TiO₂颗粒的扫描电子显微镜(SEM)图像展示了浸涂案例。对于染料敏化太阳能电池(DSSC),ITO镀膜PET在TiO₂溶液中浸涂,获得10微米(μm)湿膜厚度(干燥后为1~2微米)。该过程在120~140°C的低温条件下进行,但因使用塑料基材,性能无法达到400°C时的水平。
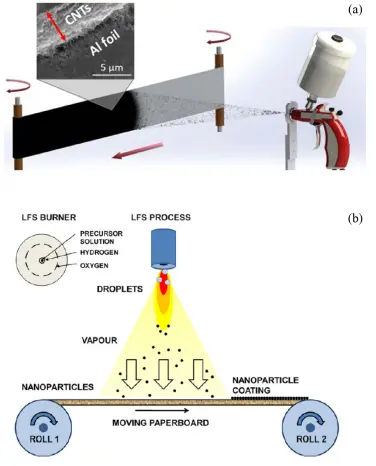
图9 R2R喷雾涂层示例:(a)R2R喷雾涂层的示意图以及在铝箔上CNT层的SEM图像;(b)在R2R运输纸板上LFS涂层工艺的示意图
最后,介绍了R2R喷涂涂布的应用。基于碳纳米管(CNTs)和异丙醇的混合溶液被涂覆在铝箔上用于超级电容器(SC)器件。CNT溶液以4 cm²/s的速度涂布,这意味着基材移动时需覆盖全部区域。涂布产品显示铝箔上CNT层厚度为4微米(μm),如图Fig. 9(a)的SEM图像所示。与普通喷涂相比,液焰喷涂(LFS)工艺在液滴雾化中展现特殊机制,如图Fig. 9(b)所示。LFS作为一种热喷涂方法,专用于金属材料涂布。含金属液体被输送至喷嘴,气体在高温下燃烧形成微小液滴。图Fig. 9(b)的LFS案例聚焦于提升纸板的疏水性。该过程以150米/分钟(m/min)的极高速度进行,获得1微米(μm)厚度,但喷嘴附近温度极高,因此需保持喷嘴与基材间距(h₀)以最小化基材变形。
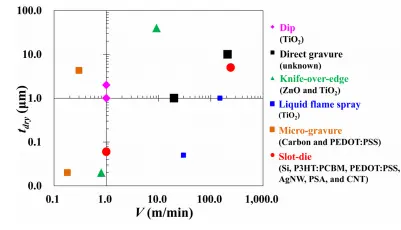
图10 基于表1中参考文献的R2R涂层工艺(及涂层材料)的操作窗口
基于表1(Table 1)的信息,从生产效率和涂层干燥厚度(tdry)与速度(V)的精度角度,可将先前工作中的涂布窗口总结如图Fig. 10所示。图中各点表示每种涂布方法的tdry和V的最大值与最小值。最低tdry值出现在微凹版涂布和刃口刮刀涂布案例中,达20纳米(nm)厚度。最高tdry值为40微米(μm),见于刃口刮刀涂布沉积TiO₂粉末的案例。此外,最低速度(V)和最高速度分别由微凹版涂布(0.18 m/min)、LFS(150 m/min)、直接凹版涂布(direct gravure, 210 m/min)和槽模涂布(240 m/min)技术实现。自计量型涂布技术倾向于分布在较窄的速度(V)区间,但覆盖了较宽的tdry范围。因此,这些技术通过所用液体的自然特性影响涂布结果。而预计量型涂布方法因涂布过程中其他可调参数(如μ、σ、h₀和fr)的多样性,覆盖了更广泛的工艺条件和厚度范围。
引入的涂布窗口(coating window)不能保证涵盖所有实际案例,但展示了近期研究中实际使用的操作范围。关于涂布条件的更多信息详见表1(Table 1)。涂布中使用的粘度(μ)范围分布约为1至1800 mPa·s。多数研究未提及μ值,但考虑液体流变性时该参数至关重要。此外,间隙高度(h₀)通常为数百微米(micrometers),但在液焰喷涂(LFS)案例中取值100至250毫米(mm),因此在最高速度(V)下控制从喷嘴飞出的液滴较为困难。
流速(fᵣ)通过调节V(从1.7至53.7 mL/min)进行控制。对于高粘度(μ)溶液,需选择高fᵣ的配方,而液焰喷涂(LFS)在液滴快速转移方面同样具有潜力。干燥温度设定在200°C以下以防止塑性变形(plastic deformation),因涂布案例中的料带基材(web substrates)多为聚对苯二甲酸乙二醇酯(PET)。最高温度接近200°C见于二氧化钛(TiO₂)涂布案例,该液体中含有显著固体颗粒,需高温条件维持溶解性。即使温度较低,仍可通过延长干燥区距离以增加干燥时间进行补偿。干燥与烧结问题在卷对卷(R2R)工艺中极为关键,因料带持续移动;因此近期研究涌现出多种替代干燥方法。关于当前干燥与烧结趋势的进展,读者可参阅Wünscher等人的工作。结果中涂层宽度(w)范围为50~1185 mm,平均300 mm,表明R2R工作基于宽幅大面积料带基材。
此外,先前研究提及评估涂布结果的重要标准,如操作张力(operating tension)、涂层粗糙度(roughness)及波纹度(waviness)。部分研究建议操作张力为19.6 N至250 N。一般涂布案例中操作张力较低,但自计量型涂布技术(self-metered coating techniques)设定较高张力值。如前所述,张力控制对高精度涂层涂布具有显著影响。最重要的是,涂层需沿料带纵向和横向进行评估,但此点未被充分考虑。仅压敏粘合剂(PSA)案例中因涂层出现显著波纹度,重点研究了均匀性轮廓。在大面积涂布中,局部粗糙度虽重要,但随涂布技术迈向多层生产,大面积厚度分布尤为关键。在R2R层压(lamination)工艺中,薄膜需均匀以防多层结构中出现脱气和气泡形成。此外,对于光学敏感涂布产品,均匀涂层表面因表面散射(scattering)而至关重要。
5 结论
在本综述中,已引入适用于卷对卷(R2R)工艺的涂布技术。关于涂布速度、操作张力和温度的控制,已阐述R2R传输的指导原则与关键要点。尽管存在多种涂布技术,但并非所有方法均适用于R2R工艺。浸涂(Dip)、直接凹版涂布(direct gravure)、刃口刮刀涂布(knife-over-edge)、液焰喷涂(liquid flame spray)、微凹版涂布(micro-gravure)及狭缝涂布(slot-die coating)技术是R2R生产中具有代表性的工艺。从大规模生产的角度出发,介绍了其涂布过程的数学模型。所提出的建模方法为理解涂布结果与操作条件之间的关系提供了物理视角。特别针对每种涂布方法、材料、涂布条件及产品输出,评述了工艺应用。所有涂布技术在其操作窗口和产品特性方面均存在优势与局限性。R2R涂布中的大多数应用聚焦于电子器件和单层薄膜产品。由于材料种类繁多且材料条件范围广泛,涂布技术和操作范围可通过考虑其对每种涂布产品的重要性来确定。
原文链接:https://link.springer.com/article/10.1007/s12541-016-0067-z