第十四章 测试面板
在进行涂层测试时,必须确保金属基材的问题不会影响测试结果。针对各类涂层特性(包括附着力、柔韧性、耐腐蚀性和外观)均存在相应的测试标准。这些标准通过设定测试条件来控制可能影响结果的变量,如施工方法、膜厚、固化方式和测试基材。
在受控实验室环境中,施工方法、膜厚和固化方式可达到一定精度控制。但对测试基材往往难以实现同等程度的控制。因此,涂层技术人员在关键测试中会使用标准化测试板。这种测试板采用严格规定的材料制成,并通过精密控制的加工工艺制备,以确保测试表面具有一致性,从而保证不同测试批次间结果的可重复性。
现有多种类型的标准化测试板,其要求已在国内外标准中明确规定,包括:ISO
1514《色漆和清漆 测试用标准板》、ASTM D
609《测试用冷轧钢板制备标准规程》(用于油漆、清漆、转化膜及相关涂层产品)以及ASTM D
2201《测试用镀锌和锌合金钢板制备标准规程》(用于油漆及相关涂层产品)。下文将概述这些标准涵盖的不同类型测试板,并探讨各类测试板的主要应用场景和变异来源。
14.1 冷轧钢板
在制定标准化冷轧钢测试板的规格时,需考虑以下要点:所选钢材应为标准等级和品质,且必须确保市场供应充足。SAE
1008和1010钢号就是适用于测试板生产的典型范例。所用钢材还应无锈蚀和污渍问题。通过固定使用特定钢号,可有效消除因化学成分差异对某些测试结果造成的影响。
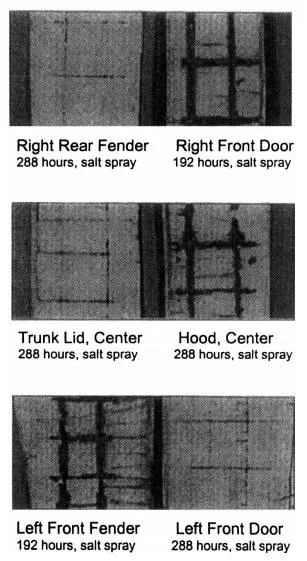
图14.1 金属基材及其对涂料的影响。
对于许多工业应用而言,指定特定等级的钢材可能就已足够,但当钢材用于生产测试面板时情况则不然。已有充分文献记载表明,即使是同一钢厂生产的看似完全相同的不同批次钢材,在涂装性能上也存在显著差异(见图14.1)。多年来,多位研究人员致力于解释这种"优质钢材"与"劣质钢材"的问题。其中多项研究成功分离出了导致这种差异性的影响因素。在制定测试面板用钢的规格标准时,必须充分考虑这些关键因素。
14.1.1 表面轮廓
钢板表面轮廓由表面粗糙度、波纹度和峰值数等参数构成。在制定有效的测试面板规范时,表面轮廓是需要重点考量的因素。钢厂通常将不同表面处理分为哑光、浅哑光、商业亮光等类型,这些分类对应的表面轮廓范围较为宽泛。虽然这些分类可能适用于大多数应用场景,但用于生产标准化测试面板的钢材,其表面轮廓必须进行更精确的界定。例如,若规范要求采用"哑光"处理的钢材,实际到货钢材的表面粗糙度可能在25至65微英寸之间波动,甚至更高――不同钢厂对哑光处理的定义存在差异。此外,受精轧辊磨损状况和程度的影响,同一钢厂生产的"哑光"处理钢材,不同批次的表面特征也可能存在显著差异。正因如此,测试面板生产用钢材的规范必须明确规定更精确的表面粗糙度范围(如35至45微英寸)。相较于具体数值范围的设定,关键在于确立可量化的标准范围。
表面轮廓尤为关键的应用领域包括外观测量和磷化涂层测试。钢板表面轮廓会对后续涂层的观感产生重大影响――若用于评估的样板表面轮廓一致性存疑,就无法对光泽度、成像清晰度及其他外观相关性能进行可靠评价。同理,磷化涂层工艺评估也常采用钢制测试样板。生产线技术人员预期标准化测试样板在磷化工艺参数正常时,应能形成具有特定特性的涂层。但钢厂常规生产中钢板表面轮廓的波动会影响磷化处理效果差异。例如,粗糙钢板表面比较光滑表面具有更大的表面积,这种表面积差异会导致涂层重量变化。虽然表面轮廓绝非影响钢板磷化性能的唯一因素,但作为重要的变异源必须加以控制。
14.1.2 表面碳
多年来,钢铁供应商与汽车企业资助了大量研究项目,旨在探究看似相同的不同批次钢材性能差异的根源。研究结果始终明确无误――在持续的多项研究中,表面碳含量被确认为影响商用冷轧钢板磷化处理性能与漆下耐腐蚀性波动的重要因素。
当冷轧钢板在相同条件下进行磷化喷涂处理,并依据ASTM B117标准进行盐雾测试时,高表面碳含量与盐雾测试早期失效呈现显著相关性。表面碳具有极强的附着特性,常规清洁工序无法将其清除。此外,若不借助精密昂贵的实验室检测手段,根本无法测定钢材表面的碳含量水平。因此,理解表面碳的来源及其控制方法至关重要。
在冷轧加工过程中,钢板会承受应力作用导致加工硬化。这种硬化效应必须通过退火工艺(即在特定时间段内保持钢材于高温状态)来消除。退火能使金属软化,从而提升成型性能。冷轧过程中使用的轧制油会附着在钢板表面,这些油剂在轧制过程中起到润滑作用。冷轧后残留在钢材表面的轧制油,在退火炉高温环境下会发生分解,导致碳化合物在表面沉积。这些碳元素实际上已被"烘焙"进金属表层,不通过机械研磨几乎无法去除。
鉴于测试板制造商无法通过常规清洁方法有效清除表面碳,采购低表面碳钢材成为必然选择。在轧钢厂阶段存在有效的表面碳控制技术,关键在于甄别那些具备意愿与能力实施此类控制措施的钢铁企业。用于测试板制造的钢材技术规范中,应当包含表面碳含量的最高允许限值。多项研究证实,当表面碳含量超过0.4至0.6毫克/平方英尺时,就会对磷化处理性能与盐雾抵抗能力产生负面影响。
14.1.3 表面处理
在制备测试样板时,不仅需要标准化所用材料,还需规范表面处理方法。ASTM D
609和ISO
1514标准中阐述了多种表面处理工艺,包括碱洗、溶剂清洗、蒸汽脱脂以及磷酸盐转化膜处理。
采用ASTM D 609或ISO 1514中任一种处理方法均适用于测试样板的制备。最关键的是要对所选处理工艺的所有参数实施严格管控,这些参数可能包括清洗时长、槽液温度、溶液浓度、漂洗水纯度及喷射压力等。相关工艺参数应维持在严格界定的范围内。无论采用何种处理方法,处理后样板表面必须达到无水膜间断状态。可通过在清洁表面喷洒蒸馏水或去离子水进行验证――若水能在整个表面形成连续均匀的水膜而不凝结成离散水滴或出现水膜断裂,则表明所有有机污染物已被彻底清除。此外还需进行白布擦拭测试以确认无机颗粒污染物是否清除充分,因为水膜测试对表面无机污染物并不敏感。
当采用铁系或锌系磷酸盐转化膜处理样板时,工艺参数的精准控制尤为关键。为确保测试样板性能稳定,必须密切监控膜重、结晶形貌等特征指标。
14.1.4 应用
ASTM D 609标准规定了三种类型的钢制测试板。以下是各类别的描述及其典型应用信息:
第一类钢板采用哑光表面处理。这种表面处理通常代表用于家电涂装面或普通钣金应用的钢材。此类表面适用于测试上述应用场景的涂层系统,以及众多汽车和通用用途场景。它同样适用于测试锌系和铁系磷化涂层系统。但需注意,若表面粗糙度、表面碳含量及表面处理方法等因素未得到严格控制,这类表面的涂料性能可能出现显著差异。
第二类钢板具有镜面抛光表面。此类表面处理无法直接从轧钢厂获得,需通过受控研磨或抛光工艺去除原始轧制表面。去除轧制表面的目的在于消除不同批次轧制表面的固有差异性。研磨工艺通过完全去除轧制表面,有效排除了表面碳含量和表面粗糙度的变量影响。这类表面适用于要求高重复性且无法容忍表面特性差异的应用场景。但此类表面的局限性在于:虽然具有高度均一性和可重复性,却无法真实反映实际现场应用中任何待涂装表面的特性。
第三类钢板采用抛光轧辊轧制形成的平滑表面。这类表面处理最适用于评估涂层的颜色、光泽度、影像清晰度等外观性能,以及柔韧性和附着力。此类钢板的表面处理更易控制,能有效降低不同批次间表面粗糙度的差异性。
14.2 铝板
在许多涂料测试应用中,使用铝制测试板更为便利。铝材比钢材轻得多,且在大多数环境下不易受腐蚀侵蚀。铝板可采用多种不同合金制造,并经过各类预处理。由于无法详尽描述所有类型的铝板,本文将重点阐述适用于通用测试的标准铝板。
通用铝板应采用市面上常见的轧制光面铝板基材制造。经实践验证,铝业协会3003、3105和2024合金均适用于测试板生产。标准化铝板需通过严格控制的清洁工艺处理,确保完全去除油脂及颗粒污染物。溶剂清洗与水基清洗均为可接受的清洁方法。无论采用何种清洁方式,都必须明确关键工艺参数、设定严格参数范围并实施密切监控,以确保工艺参数始终符合标准。清洁工艺的评估应通过定期对处理后的铝板进行水膜断裂测试和白布擦拭测试来实现。
14.2.1 表面处理
美国铝业协会将轧制光面板定义为"具有不均匀表面的板材,其表面状况可能在不同板材之间甚至单张板材内部都存在差异,且可能无法完全避免污渍或油渍残留"(引自美国铝业协会技术文献)。不同轧制厂生产的标准轧制光面板在外观上可能存在显著差异:部分厂商倾向于生产具有高反光度的镜面效果光面板,而另一些厂商则生产反光度较低、较为暗淡的光面板。即便是同一家轧制厂,不同批次的光面板产品也可能存在表面差异。这种表面处理工艺的差异性会影响某些颜色与外观评估的结果。为尽可能降低此类差异,测试面板生产所用的铝材应仅从经过表面质量与一致性评估的合格轧制厂采购。
14.2.2 预处理
未经处理的铝表面在接触空气或水时会立即氧化,形成保护性表面氧化层。这层氧化膜在大多数环境下能保护铝材免受腐蚀侵蚀。然而当铝表面需要涂装时,这种氧化层也会带来一些问题:首先,氧化层往往不均匀,会抑制涂层与铝基体之间的粘附结合;其次,在pH值低于4或高于10的环境中,表面氧化物会发生溶解。因此,未经处理的铝表面不适合进行涂层关键性能(如附着力和耐腐蚀性)的评估测试。
目前存在多种旨在改善铝材涂装性能的预处理工艺。大多数铝预处理系统的核心设计目标都是通过改变表面氧化层的特性,使其在弱酸性和弱碱性环境中保持稳定,并显著提升表面对涂料的结合性能。ASTM D
1730《铝及铝合金涂装前表面处理标准规范》中描述了若干种预处理类型。我们无需详细讨论每种预处理方法,但需要强调:在设计测试样板预处理规范时,必须明确关键工艺参数、设定严格的公差范围,并建立控制体系确保工艺参数始终保持在规定公差范围内。
测试样板可按照ASTM D 1730标准中任一方法进行预处理供货。但需注意,其中许多方法仅适用于特定用途或合金类型,这类方法并不适合制备通用测试的标准样板。相比之下,铬酸盐转化膜处理无疑是铝表面涂装预处理中应用最广泛的方法――它能显著提升铝表面对涂料的结合性能和耐腐蚀性。采用铬酸盐转化膜预处理的标准化测试样板,可用于评估包括附着力和耐腐蚀性在内的多种涂层性能特征。
然而,用于性能测试的铬酸盐处理面板必须在严格受控的工艺中生产,并密切监控所有关键工艺参数,这一点至关重要。铬酸盐处理条件的波动会导致铬酸盐镀层特性差异,进而造成涂装后性能表现不一致。需要重点控制的工艺参数包括处理槽液的温度与浓度、接触时间,以及漂洗水和处理液用水的电导率。仅将这些因素控制在常规商业公差范围内是不够的,因为这很可能无法获得标准化测试基材应有的结果一致性。例如,ASTM
B449《铝表面铬酸盐处理标准规范》将涂装基底铬酸盐镀层的镀层重量界定为10至35毫克/平方英尺。这个范围相当宽泛,在某些测试类型中,镀层重量处于范围下限的面板,其涂装后性能表现自然无法与处于上限的面板相提并论。因此,在制定标准化测试面板的铬酸盐处理规范时,需要规定更严格的镀层重量范围(例如15至20毫克/平方英尺)。
14.2.3 应用
未经处理的铝板适用于进行外观相关测量,如颜色、光泽度和影像清晰度。这类铝板也可用于评估铝材预处理及涂层系统,以及多种通用场景应用。当需要进行附着力、柔韧性、抗冲击性、耐腐蚀性及类似性能测试时,应选用经过铬酸盐预处理的铝板。
14.3 镀锌钢板
某些涂料测试应用可能需要镀锌或锌合金涂层的钢板。由于锌及锌合金涂层的种类繁多,此处不作详细讨论。不同类型的锌涂层示例包括热浸镀锌钢(镀锌)、电解镀锌钢(电镀锌)、锌铁合金镀层(镀锌铁)以及含5%铝的锌合金镀层(镀铝锌)。这些涂层均有多种规格可供选择,包括差厚镀层和单面镀层。以下是关于锌及锌合金镀层钢板制备的通用指南。
在采购用于制备测试板的镀锌或锌合金钢板时,必须详细规定所用金属的技术要求。采购规范中应列明以下信息:所需锌涂层类型、金属质量等级、表面光洁度要求、以及涂油和化学处理要求。锌涂层的细微差异可能会显著影响后续涂层的性能表现。
用于制备镀锌钢板的金属基材必须完全杜绝湿储存污渍或白锈。湿储存污渍是锌表面在潮湿或通风不良条件下存储运输时形成的白色或灰色锌腐蚀产物沉积。钢厂通常会对镀锌钢表面进行铬酸盐钝化处理以减轻此类污渍。这种钝化处理会形成阻隔层,直接影响涂料及其他涂层与锌表面的附着力。因此经过钝化处理的镀锌钢不可用于测试板制作,需特别订购未经钝化处理的钢材――因钝化处理是钢厂的常规工序。虽然可通过研磨去除表面钝化层,但这种方法会显著改变表面形貌。
14.3.1 表面处理(Surface
Preparation)
镀锌钢板必须经过清洗以去除可能影响表面成功涂覆的油脂和颗粒污染物。溶剂清洗和碱性水溶液清洗都是适用于清洁钢板的合适方法,具体操作可参照ASTM D
609标准。但需特别注意,锌与铝类似,容易受到强碱性清洗溶液的腐蚀。当采用碱性清洗工艺为镀锌钢板进行涂装前处理时,必须确保清洗剂浓度、温度及接触时间与锌表面特性相匹配。清洗后的镀锌钢板表面应完全无水纹残留且无颗粒污染物。
镀锌钢板在供货时可能已进行磷酸锌转化膜处理,这种处理能为涂装提供更优质的表面。与冷轧钢板相比,在镀锌钢表面成功形成磷酸锌膜的难度更大。因此,对磷酸锌处理工艺参数的精确控制尤为重要。含有镍和氟化物的磷酸锌溶液最适合用于镀锌钢表面处理。
14.4 测试面板的处理与储存
良好的涂装操作规范要求,试板在完成预处理后应立即进行涂装。若无法立即操作,可对试板进行批量清洁与预处理后储存备用。但需注意,预处理后的试板必须采取防二次污染措施:仅允许佩戴手套或使用洁净工具(如夹钳)接触试板边缘。
另一个关键点是储存环境需能防止腐蚀侵蚀,这对钢板尤为重要。钢厂出厂的钢板通常涂有防锈油,但清洁工序会去除这层保护油膜,使钢板易生锈。若需长期储存钢板,必须使用挥发性缓蚀剂化合物(VCI)浸渍纸包裹――经VCI纸妥善包裹的钢板通常可存放数年不生锈,这是因为纸张中的亚硝酸盐、胺类等挥发性缓蚀成分会气化并吸附在钢板表面。但需注意,在某些测试中,钢板表面残留的这些化合物会对涂层性能产生负面影响。此时应通过特殊清洁去除缓蚀剂残留:用温蒸馏水浸湿的布料彻底擦拭是最佳方法,湿式打磨虽有效但会改变表面形貌。
针对镀锌板专用的VCI纸亦有供应。铝板只需用普通牛皮纸或塑料袋包裹防尘,无需特殊防腐蚀包装,存放于干燥清洁的无潮环境即可。