第三章 平整
3.1 引言
通过机械力将涂层施加于表面:用刷子涂抹、从辊筒转移、用刀刃去除多余涂层或其他方式。大多数这类涂覆工艺都会留下表面扰动:刷涂会留下刷痕;逆向辊涂机产生纵向条纹;刮刀涂布形成机器方向条纹;当涂层在辊筒与基材间分离时,辊涂会使表面变得粗糙;而喷涂则可能产生类似橘皮的表面效果。
3.2 屈服值
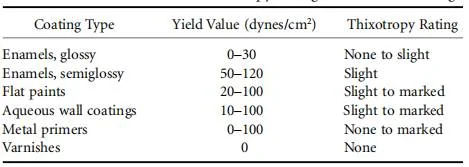
表3.1 各类涂料的屈服值与触变等级
这些表面的瑕疵可能在涂层干燥前消失,也可能留存下来,这取决于涂层的特性以及涂层施加与固化之间所经过的时间。表面流平过程由表面张力驱动,并受到黏度的阻碍。某些涂料,尤其是增稠的水性乳液,可能会表现出假塑性流动特性,并可能具有屈服值:即使涂料流动所需的最小力(见图3.1)。对于此类涂料要流平,驱动力(表面张力)必须高于屈服值。溶液型涂料通常是牛顿流体(无屈服值),流平效果较好。热熔涂料固化速度快,可能无法流平。充分地。表3.1给出了各种涂层的一些典型屈服值。
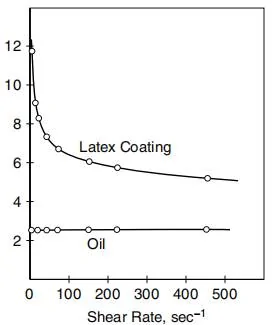
图3.1 假塑性乳液涂料的黏度随剪切速率变化与牛顿流体的对比。
要确定屈服值,需要在极低剪切速率下进行黏度测量。表3.2展示了各种工艺中经历的一些剪切速率。Brookfield
黏度计的运行剪切速率为 0.6 至 24 秒 -1 ,不适合研究在低得多的剪切速率下出现的流平效果。在各种涂覆工艺中经历的剪切速率非常高,低剪切速率下的黏度测量可能无法揭示在这些高剪切速率下的涂覆行为。
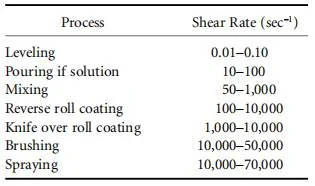
表3.2 不同工艺的剪切速率
屈服值为 0.5 达因/平方厘米时会产生非常细的刷痕,而屈服值为 20 达因/平方厘米时会产生明显的刷痕。抑制流挂所需的屈服应力估计为 5 达因/平方厘米,这与最佳流平性能不相容。因此,要使涂料同时具备良好的流平性和抗流挂性,就必须引入触变性。
3.3 流平性与粘度
流平过程的驱动力是表面张力。阻碍流平的力主要是黏度,其次是涂层的弹性。因此,为促进流平,最好采用低黏度涂料。然而,低黏度涂料并非总能适用――黏度过低时难以沉积厚涂层;若在垂直表面施涂,则需要高黏度来防止流挂。
水性涂料通常具有假塑性:其黏度会随剪切速率的变化而变化。在高剪切速率(如 104 秒-1)下,例如在辊涂操作中,它们可能具有较低的黏度(20 至 30 毫帕・秒),而在低剪切速率(0.01 至 10 秒-1)下,例如在流平过程中,黏度则会高得多(1 至 3 帕・秒)。由于在低剪切速率下黏度较高,这类涂料不易流平。
流变指数有时被用作涂层流平能力的指标。该指数定义为高剪切速率粘度与低剪切速率粘度的比值。若流变指数为1,则涂层呈牛顿流体特性;大于1时为胀流型流体;小于1时则为假塑性流体。较大的流变指数有利于良好流平,水性体系要达到可接受的流平性能,该指数应超过0.25。
3.3.1 触变性
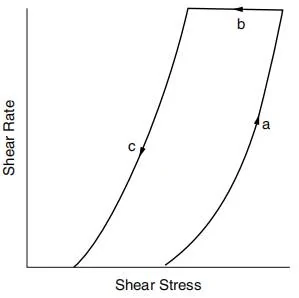
图3.2 触变环
.
某些涂料的触变特性被用来解决一个两难问题:既要保证涂料具有足够低的粘度以实现良好流平,又要维持足够高的粘度防止流挂。触变性是指粘度随时间变化的特性。部分涂料在剪切作用后能短暂保持低粘度状态(有利于流平),而后迅速增稠以避免流挂。
涂料的触变行为通常通过图3.2所示的触变环来表征:初始阶段以持续增加的剪切速率对涂料进行剪切,形成曲线a;随后保持恒定剪切速率直至达到稳定粘度(曲线b);最后逐步降低剪切速率形成曲线c。触变环所包围的面积反映触变程度――面积越大,涂料的触变特性越显著。对于无触变性的假塑性涂料,曲线a与c将完全重合而无法形成环状,且不会出现曲线b(非触变性涂料的粘度不随时间变化)。这种触变现象常见于许多水性涂料和高粘度油墨中,被用于改善涂布性能。
3.4 流平性与表面张力
若涂料含有表面张力和挥发性各异的成分,在干燥过程中可能形成表面张力梯度,从而导致流平性不佳。这一现象在醇酸树脂液滴于庚烷溶液中干燥时被观察到:由于边缘区域溶剂蒸发速率更快,液滴外围形成高表面张力区,促使溶液从液滴中心向外流动,最终形成环形树脂沉积物。当使用二甲苯作为溶剂时则呈现相反效果――液滴外围形成低表面张力区,致使干燥后的沉积物中心较厚。添加溶剂型表面活性剂可消除表面张力梯度的形成,从而获得厚度均匀的干燥沉积层。
3.5 刷痕与条痕的平整处理
刷涂工艺产生的刷痕取决于毛刷的细密程度。反向辊涂及其他辊涂设备在辊间分离涂料时,会在涂层中形成规则的纵向条纹。刮刀涂布机则因凝胶及其他颗粒物阻碍涂料在刀下的流动,产生纵向条痕。图3.3示意性地展示了此类涂层条纹或刷痕的几何形态。
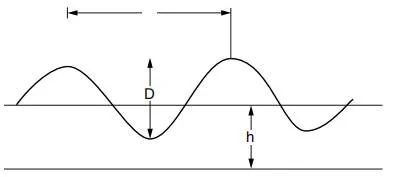
图3.3 涂层条纹痕迹剖面特征
根据奥查德(Orchard)提出的流平过程数学模型,流平半衰期可通过以下公式表达:
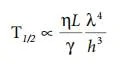
式中γ为表面张力,ηL为粘度(低剪切速率下)。
该方程表明低粘度和高表面张力有利于流平速率。涂层的几何形态(条纹间距与涂层厚度)对流平效果具有极大影响。减小条纹或刷痕间距能显著加速流平,增加涂层厚度亦然。部分学者亦指出涂层弹性会延缓流平,但其影响程度不及粘度显著。